III. Bonding Process Requirements
Beyond coplanarity, IBI bonding faces equally critical challenges in ultra-low force control, material and surface management, and long-term precision stability. The choice among three bonding process types depends on the device's thermal sensitivity, material CTE matching, and available process window:
Table: IBI Bonding Process Types Comparison
| Process Type | Typical Temp. Range | Core Physical/Chemical Mechanism | Key Purpose |
|---|
| Cold Compression | Room temp ~ 90°C | Below indium melting point. Large mechanical force plastically deforms indium bumps, penetrating the surface oxide layer to form intimate mechanical and electrical contact | Avoid thermal stress: critical for heat-sensitive devices or materials with severe CTE mismatch |
| Thermocompression | 100°C ~ 164°C | Near but below indium melting point. Heat enhances atomic activity, enabling atomic bonding through thermally-activated diffusion under moderate pressure | Reduce bonding force: achieves reliable interconnect at lower force than cold compression |
| Reflow | Above 165°C | Complete indium melting. Temperature exceeds indium melting point (156.6°C); bumps reflow into spherical shapes, forming robust metallurgical bonds | Best electrical connection: re-solidified bumps exhibit the lowest contact resistance and best uniformity |
| Formic Acid Reflow | 210°C (reduction) / 165°C+ (reflow) | Chemical reduction + physical melting. Two-step: ① 210°C — formic acid vapor reduces In₂O₃ to pure indium; ② 165°C+ — clean indium reflows above melting point | Addresses indium oxidation — the core challenge: in-situ oxide removal during bonding, without flux or plasma cleaning, significantly improving yield and reliability |
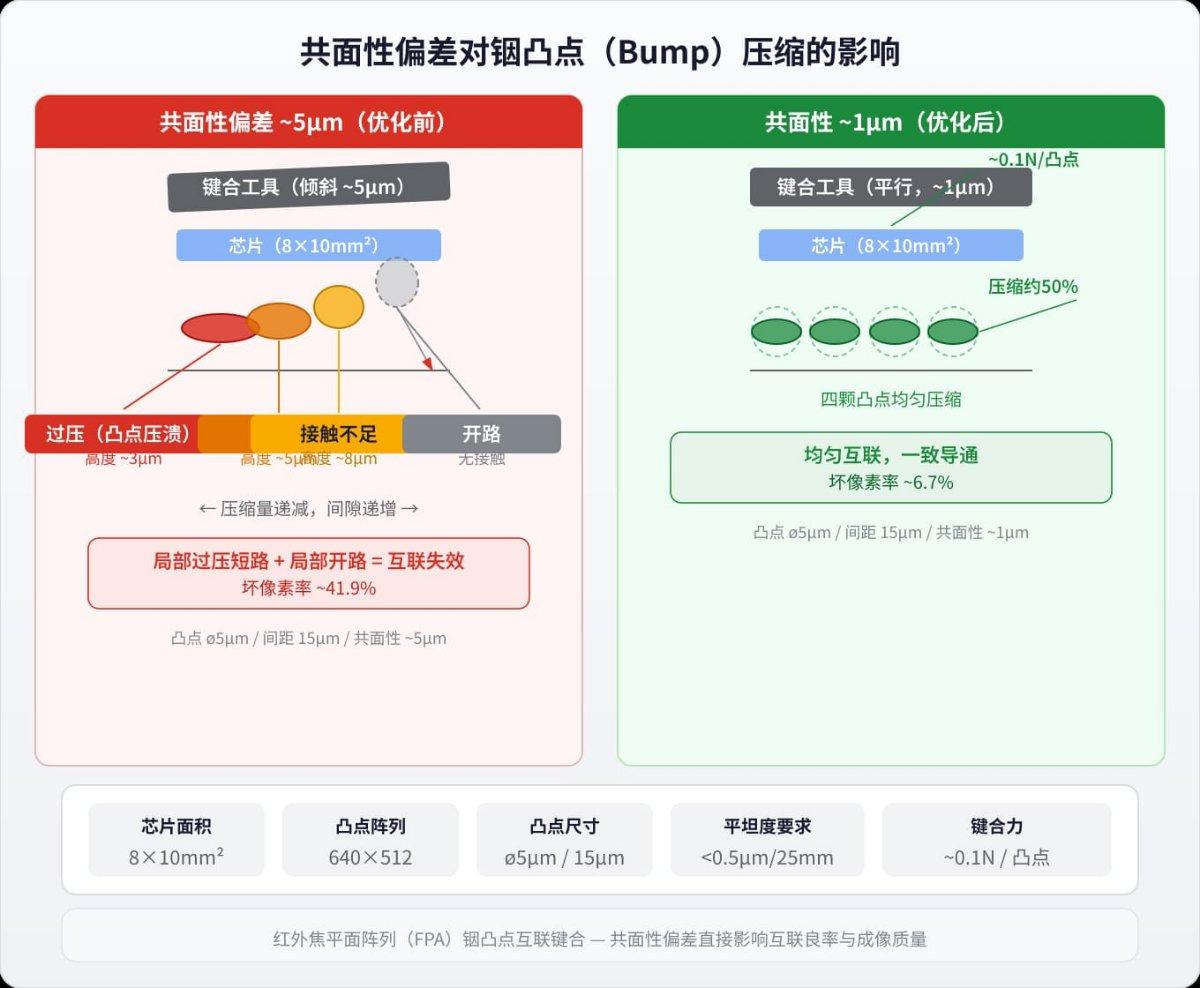
Ultra-Low Force Control: 5 μm indium bumps are extremely fragile. Bumps must compress enough to form reliable interconnects without crushing into shorts. Cold compression bonding typically applies ~20 N/mm² across total bump area, compressing bump height by roughly 50%. Force per individual 5 μm bump is extremely low — pick-and-place and soft-contact stages require force control precision at the 0.05 N level. Practical pick-and-place forces range from 0.05 N to 1.0 N: too high crushes bumps; too low causes poor contact. Conventional limitation: standard die bonders typically start at 0.5 N, with step resolution insufficient for stable sub-0.1 N control, risking bump damage or open contacts.
Material & Surface Control: Indium oxidizes rapidly in air; the oxide layer blocks electrical continuity between bumps. Devices with temperature-sensitive structures or CTE-mismatched materials cannot use high-temperature reflow or formic acid de-oxidation, relying solely on cold compression bonding[4]. Meanwhile, the CTE mismatch between indium solder (In, melting point 156.6°C) and substrate/ROIC materials generates thermal stress during high-temperature processing, impacting low-temperature reliability. Particulate control is equally stringent — particles larger than 1 μm on the bonding surface can cause opens, directly affecting interconnect yield. Beyond pure indium, Au/In isothermal solidification is another low-temperature bonding route, suitable for thermally sensitive ceramic package scenarios[5][6].
Precision & Stability: IR sensor production requires multi-day continuous operation; equipment accuracy drift directly affects product imaging quality.